Souder l'aluminium est un processus difficile à la maison. La complexité est due aux propriétés du métal, qui rendent difficile la connexion de pièces individuelles en aluminium avec d'autres substances. Il est nécessaire de connecter l'aluminium conformément aux technologies spécialement développées qui garantissent la qualité de la soudure. Ce qui compte, c'est l'expérience du maître, qui relie des pièces en aluminium par soudure.
Contenu
Pourquoi l'aluminium ne se soude pas bien
Beaucoup ont essayé de souder l'aluminium chez eux et l'ont bien compris : la soudure ne veut pas coller à la surface des pièces. Cela est dû à la formation d'un film d'oxyde stable sur le métal, qui a une faible adhérence au matériau de soudure. Les méthodes de soudage de l'aluminium à la maison sont réduites à la lutte contre un film protecteur.
En minéralogie, l'oxyde d'aluminium est appelé corindon. Il se compose de cristaux transparents, qui sont des pierres précieuses.Le corindon a une couleur différente en fonction des impuretés: le chrome donne une teinte rougeâtre, le saphir - bleuâtre. Le film d'oxyde a une résistance élevée et ne peut pas être soudé. Il doit être retiré de la surface puis commencer à souder les pièces.

Comment enlever le film d'oxyde
Le film est retiré de la surface métallique de plusieurs manières, les plus efficaces étant chimiques et mécaniques. Les deux méthodes nécessitent un environnement sans air dans lequel il n'y a pas d'oxygène pour fonctionner.
La méthode chimique est basée sur le dépôt de zinc ou de cuivre sur la surface de la billette par électrolyse. Le sulfate de cuivre est appliqué sous la forme d'une solution concentrée à l'endroit préparé pour le soudage. Fixez la borne négative de la batterie ou de toute autre source d'alimentation à une zone propre de métal. Une extrémité du fil de cuivre est connectée à la borne positive, l'autre est abaissée dans la solution sur la surface en aluminium. Suite à l'électrolyse, le cuivre ou le zinc se dépose en couche mince sur l'aluminium et y adhère fortement. Vous pouvez maintenant souder de l'aluminium avec de l'étain.
Un film d'huile est utilisé pour éliminer l'oxyde. Pour cette méthode, il est préférable de prendre de l'huile synthétique ou de transformateur à faible teneur en eau. Les autres types d'huiles doivent être conservées à une température de + 150 ... + 200 ° C, l'eau s'évapore. À des températures plus élevées, le contenu commencera à éclabousser. L'huile déshydratée est appliquée à la surface de la pièce en aluminium. Avec du papier de verre, vous devez frotter l'aluminium sous la couche appliquée pour éliminer l'oxyde.
La peau d'émeri est remplacée par un scalpel, une pointe de fer à souder dentelée ou des copeaux de fer obtenus à partir d'un ongle frotté avec une lime. Les copeaux sont versés sur l'huile et la pointe du fer à souder est frottée sur la surface, décollant la couche d'oxyde. Il est conseillé de chauffer une pièce massive avec un jet d'air chaud.La soudure avec un fer à souder est immergée dans une goutte d'huile et frottée à l'endroit de la soudure. Pour un meilleur processus de brasage, de la colophane ou un autre flux est ajouté.
Des flux à base d'acide acétylsalicylique ou orthophosphorique, de sels d'acide borique ou de sodium ont été créés pour le brasage des fils d'aluminium. La colophane est rarement utilisée, elle est inefficace dans le cas de l'aluminium. Les flux sont utilisés pour souder des fils, des pots et d'autres choses.
Flux pour le brasage de l'aluminium
Les flux sont très actifs, donc après le soudage, ils doivent être lavés avec une solution d'eau et d'alcali. Le rôle de l'alcali est bien rempli par le bicarbonate de soude. Après alcali, la jonction est lavée à l'eau claire. Les organes respiratoires doivent être protégés des vapeurs de flux qui y pénètrent. Ils peuvent irriter les muqueuses et pénétrer dans la circulation sanguine. Les plus courants d'entre eux doivent être considérés individuellement.
Colophane
La colophane est le plus recherché de tous les fondants. Il est utilisé lors de l'assemblage de divers métaux. Il ne fonctionne sur l'aluminium qu'en l'absence d'air, il est donc rarement utilisé. Plus de temps est passé à travailler avec la colophane, moins d'efficacité. Ce flux n'est pas destiné aux professionnels, il peut souder, mais la qualité de la connexion n'est pas durable.
Flux de poudre
L'aluminium est brasé avec un brûleur à gaz utilisant des flux de poudre. Il n'est pas recommandé d'ajouter de l'oxygène à la flamme, cela réduit l'efficacité du flux. Les flux les plus courants :
- F-34A ;
- borax;
- l'acide acétylsalicylique;
- graisse de soudure.

Le F-34A est un flux actif contenant 50 % de chlorure de potassium, 32 % de chlorure de lithium, 10 % de fluorure de sodium et 8 % de chlorure de zinc. La composition est utilisée avec des soudures contenant des additifs chimiques.Il est hygroscopique et se dissout dans l'eau.
Le borax est une poudre qui fond à 700°C, est soluble dans l'eau et est lavée avec une solution aqueuse d'acide citrique. Diffère à faible coût.
L'acide acétylsalicylique se trouve sous forme de comprimés d'aspirine. Lorsqu'il est chauffé avec un fer à souder, des vapeurs nocives pour la santé humaine sont libérées qui brûlent le nez, les yeux et les organes respiratoires.
La graisse de soudure se compose de paraffine, de chlorure d'ammonium et de zinc, d'eau déminéralisée. Bonne soudure des endroits préchauffés qui ont subi une procédure d'étamage. Après avoir soudé des pièces en aluminium, il est recommandé de laver les résidus de flux, sinon cela provoque la corrosion du métal.
Flux liquide
Le flux liquide est appliqué sur le lieu de soudure en couche mince. Lorsque vous travaillez avec un fer à souder, il s'évapore rapidement avec le dégagement de fumées brûlantes. Le flux F-64 contient des fluorures, du tétraéthylammonium, des inhibiteurs de corrosion et de l'eau ionisée. Il détruit bien le film d'oxyde et aide à souder de grandes pièces en aluminium. Il est utilisé pour souder le cuivre, l'aluminium, le fer galvanisé et d'autres métaux.
Le F-61 est composé de triéthanolamine, de fluoroborate d'ammonium et de fluoroborate de zinc. Utilisé pour l'étamage et le brasage des alliages d'aluminium à des températures jusqu'à 250°C. Castolin Alutin 51 L est composé de cadmium, de plomb et de 32 % d'étain. Fonctionne plus efficacement à des températures supérieures à 160°C.
N'importe lequel des flux répertoriés aide à souder une casserole en aluminium, des ébauches en aluminium de différentes tailles, à connecter des ébauches en duralumin, duralumin (duralumin) par soudure.
Soudure pour le brasage de l'aluminium
La soudure pour souder l'aluminium est faite à base de zinc ou d'aluminium.Des additifs y sont introduits pour obtenir diverses caractéristiques: abaisser le point de fusion, augmenter la résistance. Ils sont produits en Amérique, en Allemagne, en France, en Russie. Considérons certains d'entre eux.
Une soudure courante et largement annoncée pour l'aluminium est la HTS 2000. Elle est produite par une société des États-Unis. La pratique témoigne de sa fragilité : les pièces soudées laissent passer l'air et l'humidité. Il ne peut pas être utilisé sans flux.
Castolin 192FBK à base de zinc (97%) et d'aluminium (2%) est produit en France. Castolin fabrique des brasures 1827 et AluFlam-190 conçues pour le brasage du cuivre et de l'aluminium à 280°C.

Castolin 192FBK est un tube de soudure contenant du flux dans le noyau. Il est produit sous forme de barres, dont 100 g coûtent 100 à 150 roubles. Soude bien les petits trous et fissures.
Chemet Aluminium 13 est une soudure utilisée lors du soudage de pièces à 640°C et plus. Il est à base d'aluminium (87%) et de silicium (13%). La température de fusion de la soudure est d'environ 600°C. Il est produit sous forme de barres, dont il y a 25 pièces pour 100 g. 100 g coûtent 500 roubles. Une variété appelée Chemet Aluminium 13-UF a une structure creuse et contient du flux dans le noyau. Son coût pour 12 barres, qui pèsent 100 g, est de 700 roubles.
La soudure d'aluminium est également produite dans des entreprises nationales. Pour le soudage avec un brûleur à gaz, la composition de la marque 34A est utilisée. Il fond à une température de 525°C, bien brasé les alliages AMts, AM3M, AMg2. 100 g coûtent 700 roubles.
Le grade A est composé de 60 % de zinc, 36 % d'étain et 2 % de cuivre. Fond à 425°C. Produit en tiges pesant 145 g, le coût d'une tige est de 400 roubles.
SUPER A+ est produit à Novossibirsk et est un analogue du HTS-2000. Il est appliqué avec du gumboil de la marque SUPER FA. Il en coûte 800 roubles. pour 100 g.A l'état fondu il devient visqueux, il faut utiliser des outils en acier pour le niveler.
Fil fourré
Le fil fluxé est utilisé lors du soudage de pièces en aluminium, il ne convient pas au soudage. Le soudage de l'aluminium avec une torche à gaz avec un fil fourré n'est pas effectué. Il est préférable de souder les pièces avec une machine électrique.
Quel fer à souder convient
Que souder, quel outil est nécessaire pour cela - tout dépend de la zone de soudure. L'aluminium et le cuivre conduisent bien la chaleur, vous avez donc besoin d'un fer à souder puissant. Avec une surface partielle de 1000 cm², la puissance du fer à souder est de 50-60 watts. Souvent, deux pièces ou plus sont soudées, auquel cas la puissance passe à 100 watts. Lors du chauffage de la jonction, un fer à souder de puissance inférieure convient. La piqûre est choisie large, des encoches peuvent être faites dessus pour enlever le film d'oxyde d'aluminium.
Il est nécessaire de considérer comment souder l'aluminium avec un fer à souder. Cela se fait avec un outil bien chauffé après avoir retiré le film d'oxyde et l'étamage, la soudure adhère bien à la zone étamée (étamée à l'aide de soudures spéciales) et tout fer à souder convient
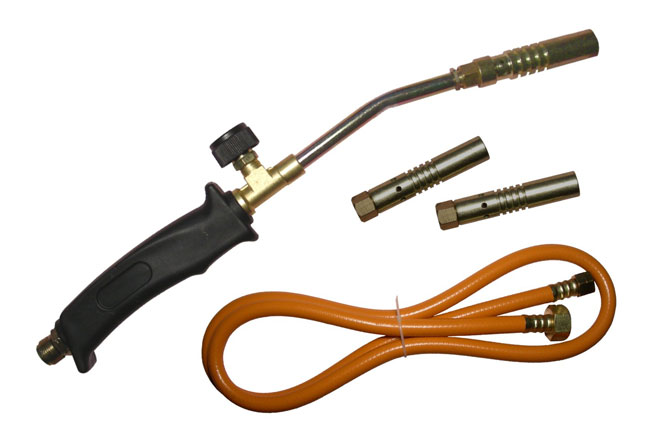
Chalumeaux de brasage en aluminium
Il faut savoir souder avec un chalumeau à gaz. Si la surface des pièces est grande et qu'il n'y a pas assez de puissance de fer à souder, utilisez un brûleur. Il est préférable d'utiliser du gaz, car le soudage de l'aluminium avec un brûleur à gaz a un grand potentiel. Le brûleur chauffe rapidement la jonction des pièces presque jusqu'à la température de fusion de l'aluminium. Un flux avec de la soudure est appliqué sur la connexion, nivelé avec une pointe de fer à souder et durcit. La jonction doit être nettoyée des restes d'acide de soudure ou d'un autre flux.
Lorsque vous travaillez avec des brûleurs, les règles de sécurité incendie doivent être respectées. Il ne doit y avoir aucun liquide ou matériau inflammable à proximité.
Quel est le meilleur - soudage ou brasage
Les réponses à cette question peuvent varier. L'utilisation d'une méthode ou d'une autre dépend de l'utilisation des pièces après leur connexion. Il est préférable de souder un radiateur de voiture. Cette méthode est bon marché et fiable. Les flacons de lait et autres récipients de stockage des aliments sont mieux soudés. Le cordon de soudure est plus durable, en particulier dans les grandes tailles. Il est souvent nécessaire de souder des pièces en alliages d'aluminium. La soudure Silumin est pratiquement le seul moyen de connexion, en dehors de l'utilisation de colle.
Sur le soudage et le brasage, si vous le souhaitez, vous pouvez gagner beaucoup d'argent. Les questions sur la façon de souder des tubes en aluminium dans un réfrigérateur ou de réparer un cadre de vélo reviennent fréquemment. Dans les ateliers, le travail coûte cher: tuyaux à souder - 1000 roubles. et plus. Lors de la connexion de fils électriques par soudure, ils prennent 15 roubles. pour chaque. La réparation d'un cadre de vélo en alliages d'aluminium à l'aide de soudures coûte 500 roubles. La réparation de la casserole coûtera 100 roubles. A ces montants, il faut ajouter le coût du temps et de l'argent pour la livraison des produits à l'atelier et retour.
Pour économiser cet argent, vous devez apprendre à souder vous-même. Pour ce faire, vous devez acheter un brûleur à gaz sous forme de canette pour 700 à 1 000 roubles. et souder. Vous pouvez apprendre le traitement de surface et la suture sur un vieux radiateur de voiture.
Articles similaires :